






13513730553
低合金埋弧焊焊縫缺陷防止就這么簡(jiǎn)單
1. 接管與筒體對(duì)接焊工藝
某核電項(xiàng)目主設(shè)備接管與筒體材料為低合金鋼SA508Gr3CL2鍛件,筒體直徑約為6.4m,接管直徑約為1.2m,厚度均為140mm。對(duì)接接頭采用雙面U形坡口埋弧焊,焊接順序?yàn)橄冗M(jìn)行外壁埋弧焊,再內(nèi)壁清根,然后內(nèi)壁埋弧焊。
焊接設(shè)備采用ESAB LAF 1600DC/125—ES1—300,埋弧焊絲/焊劑組合采用F9P4—EM2—M2類型,焊絲直徑為4.0mm,牌號(hào)為L(zhǎng)incoln weld LA—100,焊劑牌號(hào)為MIL 800—H。焊接過(guò)程中打底層、填充層與蓋面層的焊接電流均為500~600A,電弧電壓為28~34V,焊接速度為400~500mm/min。焊前預(yù)熱溫度至少150℃,焊后去氫處理溫度至少300℃,時(shí)間至少4h,焊后和熱處理后均進(jìn)行100%MT、100%UT和100%RT檢測(cè)。
在焊接領(lǐng)域,埋弧焊是相對(duì)其他自動(dòng)焊技術(shù)比較成熟的技術(shù),在造船、鍋爐、化工容器、橋梁、起重機(jī)械、冶金機(jī)械制造業(yè)、海洋結(jié)構(gòu)和核電設(shè)備中應(yīng)用**為廣泛。雖然埋弧焊接技術(shù)比較成熟,但大厚度、大直徑的接管與筒體對(duì)接焊,如果埋弧焊接工藝控制不好,也會(huì)出現(xiàn)氣孔、夾渣、裂紋等缺陷。
2. 對(duì)接焊縫缺陷及原因分析
接管與筒體接頭焊后進(jìn)行的MT、UT和RT檢測(cè)未發(fā)現(xiàn)缺陷,而熱處理MT檢測(cè)發(fā)現(xiàn)缺陷,在接管與筒體焊縫內(nèi)壁熔合線區(qū)域有多處線性顯示,長(zhǎng)度均在20~30mm。對(duì)其中某個(gè)MT顯示區(qū)域進(jìn)行PT檢測(cè),檢查發(fā)現(xiàn)線狀顯示,PT與MT顯示位置基本重合。對(duì)PT顯示區(qū)域進(jìn)行現(xiàn)場(chǎng)金相觀察,在拋光腐蝕后可肉眼觀察到位于焊縫熔合線處有細(xì)長(zhǎng)裂紋存在,長(zhǎng)度約20mm。對(duì)裂紋進(jìn)行金相觀察,通過(guò)顯微鏡發(fā)現(xiàn)裂紋位于焊縫熔合線上,裂紋細(xì)長(zhǎng),如圖1所示。
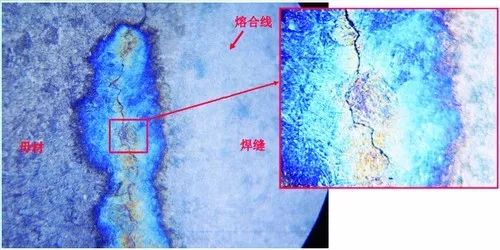
圖1?現(xiàn)場(chǎng)金相
對(duì)現(xiàn)場(chǎng)金相觀測(cè)區(qū)域進(jìn)行維氏硬度測(cè)試:硬度測(cè)試結(jié)果顯示,在焊縫中心線區(qū)域,硬度為258~302HV;在焊縫中心線至熔合線之間,硬度為220~280HV;在缺陷位置處的硬度為359~456HV。 選取其中一處MT顯示進(jìn)行拋磨,每拋磨1mm后立即進(jìn)行MT檢測(cè),拋磨深度為3mm時(shí),MT合格,缺陷顯示消失,表明該缺陷位于接頭近表層。根據(jù)以上結(jié)果,可判斷該缺陷屬于焊腳裂紋。?
焊腳裂紋屬于冷裂紋中延遲裂紋的一種,這類裂紋有可能在焊后立即出現(xiàn),也有可能在焊后延遲出現(xiàn)。延遲裂紋的出現(xiàn)與焊縫金屬中的氫含量、焊接接頭所承受的拉應(yīng)力、由鋼材淬硬傾向決定的金屬的塑性儲(chǔ)備等三個(gè)因素的交互作用有關(guān)。焊接應(yīng)力是產(chǎn)生焊接裂紋的根本原因,由于接管與筒體焊縫結(jié)構(gòu)的特殊性,接管內(nèi)壁為典型的高拉應(yīng)力集中區(qū),更容易產(chǎn)生焊腳裂紋。?
接管與筒體焊縫采用的預(yù)熱方式為火焰局部加熱,且加熱過(guò)程中火炬僅對(duì)接頭焊縫進(jìn)行了整圈加熱,加熱面積不足,加熱區(qū)溫度高,非加熱區(qū)溫度低,溫度梯度大,易產(chǎn)生較大焊接拘束應(yīng)力。焊接結(jié)束后,采用火焰加熱進(jìn)行后熱,保溫時(shí)間如果不充足,擴(kuò)散氫不能夠充分逸出,繼而埋下產(chǎn)生延遲裂紋的隱患。可見(jiàn)加熱面積小,溫度梯度大也容易造成焊腳裂紋出現(xiàn)。
在整個(gè)接頭的焊接過(guò)程中,實(shí)際施焊的焊接電流為592A,接近實(shí)際焊接工藝規(guī)程中要求的焊接電流上限600A,造成蓋面層焊接熱輸入量過(guò)大。從圖2產(chǎn)品接頭焊縫照片中可以看出焊道較寬,焊道排布數(shù)量減少,造成近表層熔合線附近區(qū)域晶粒粗大。?

圖2 ?接管與筒體接頭焊縫內(nèi)壁蓋面層照片
3. 防止措施
根據(jù)以上的缺陷定性及原因分析,接管與筒體對(duì)接焊縫熱處理后產(chǎn)生的焊腳裂紋主要原因?yàn)榻宇^厚度大、焊接時(shí)應(yīng)力較大,加熱不均勻,以及蓋面層焊接時(shí)熱輸入量較大。?
對(duì)于大厚度接管與大厚度筒體對(duì)接的焊接結(jié)構(gòu),應(yīng)從以下幾個(gè)方面加強(qiáng)工藝過(guò)程控制,以獲得滿意的焊接接頭質(zhì)量。
(1)增加預(yù)熱溫度,由原來(lái)的至少150℃提高為至少175℃,防止過(guò)冷度較大,而導(dǎo)致近縫區(qū)母材淬硬傾向大。提高后熱溫度區(qū)間,由250~350℃提高至350~400℃,以減緩冷卻速度。 ?
(2)預(yù)熱和后熱時(shí),擴(kuò)大焊縫兩側(cè)的加熱范圍并均勻布置加熱源,布置足夠的保溫材料,以減緩溫度梯度。?
(3)焊接過(guò)程中,控制熱輸入量,防止近縫區(qū)母材晶粒過(guò)于粗大,增強(qiáng)晶間結(jié)合力。焊后及時(shí)進(jìn)行焊后熱處理,消除應(yīng)力。焊接過(guò)程中,控制熱輸入量,減少局部應(yīng)力過(guò)大。?
(4)對(duì)接焊過(guò)程中,區(qū)分打底層、填充層與蓋面層的焊接參數(shù),降低蓋面層的焊接熱輸入量。接頭**后幾層焊接時(shí),采用低熱輸入量焊接,減少焊道寬度,增加排道數(shù)量,以減少應(yīng)力集中,減輕焊接熱影響區(qū)過(guò)熱區(qū)的晶粒粗大,焊接電流采用500~550A。**終焊道采用退火焊道排道方法,以減少試件焊接完成后因未能及時(shí)進(jìn)行中間熱處理或者**終熱處理而導(dǎo)致在焊腳處出現(xiàn)裂紋的幾率。蓋面層焊完后,立即修磨兩側(cè)與母材搭接的焊腳區(qū)域,去除成形不良處,拋磨平滑過(guò)渡。
?
4. 結(jié)語(yǔ)
對(duì)于直徑和厚度較大的接管與筒體,使用埋弧焊接工藝進(jìn)行對(duì)接焊時(shí),為預(yù)防焊腳裂紋出現(xiàn),應(yīng)適當(dāng)增加預(yù)熱溫度和后熱去氫溫度,以及增加保溫面積,減少溫度梯度。焊接過(guò)程中,應(yīng)控制熱輸入量,避免局部應(yīng)力過(guò)大。打底層、填充層與蓋面層的焊接參數(shù)應(yīng)予區(qū)分,蓋面層焊接時(shí)應(yīng)采用小熱輸入量的焊接參數(shù),并采用退火焊道法進(jìn)行焊接。
采取防止工藝措施后,接管與筒體接頭焊后和熱處理后進(jìn)行的100%MT、100%UT和100%RT檢測(cè)均合格,有效地避免了焊腳裂紋的產(chǎn)生。



